Припуски на токарную обработку наружных и торцевых поверхностей
Существует два вида припуска это черновой и чистовой при обтачивании цилиндрических поверхностей, подрезка торцов и уступов. Припуск зависит от диаметра и длины обрабатываемой заготовки или изделия, а так же зависит от заточки режущего инструмента.
Припуски на черновое обтачивание валов из проката
Полученный (путем прибавления припуска к диаметру детали) диаметр заготовки округляется до ближайшего стандартного диаметра проката.
| Диаметр детали, мм |
Длина детали, мм |
| До 100 |
100...400 |
400...800 |
800...1200 |
1200...1600 |
1600...2000 |
| 8...18 |
3,0 |
3,5 |
4,0 |
- |
- |
- |
| 18...30 |
3,5 |
3,5 |
4,0 |
4,5 |
- |
- |
| 30...50 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
| 50...80 |
4,0 |
4,5 |
5,5 |
6,0 |
6,5 |
7,0 |
| 80...120 |
5,5 |
6,0 |
7,0 |
7,5 |
8,5 |
9,0 |
| 120...200 |
6,0 |
7,0 |
7,5 |
8,5 |
9,0 |
10,0 |
Припуски на чистовое обтачивание заготовок
| Диаметр детали, мм |
Длина детали, мм |
| До 100 |
100...400 |
400...800 |
800...1200 |
1200...1600 |
1600...2000 |
| 6...18 |
1,2 |
1,5 |
1,5 |
- |
- |
- |
| 18...30 |
1,5 |
1,5 |
2,0 |
2,0 |
2,5 |
- |
| 30...50 |
1,5 |
1,5 |
2,0 |
2,0 |
2,5 |
3,0 |
| 50...80 |
2,0 |
2,0 |
2,0 |
2,5 |
3,0 |
3,0 |
| 80...120 |
2,0 |
2,0 |
2,5 |
2,5 |
3,0 |
3,5 |
| 120...200 |
2,0 |
2,5 |
2,5 |
3,0 |
3,0 |
3,5 |
Припуски на круглое шлифование (в центрах) сырых валов
Припуски на шлифование закаливаемых валов длиной до 100мм принимается таким же, как и для сырых валов. При большей длине закаливаемого вала припуск на его шлифование берется 0,1мм больше припуска для сырого вала.
| Диаметр детали, мм |
Длина детали, мм |
Допуск по 11-му квалитету, мкм |
| До 100 |
100...250 |
250...500 |
500...800 |
800...1200 |
| До 10 |
0,2 |
0,3 |
0,3 |
0,4 |
- |
-90 |
| 10...18 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
-110 |
| 18...30 |
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
-130 |
| 30...50 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
-160 |
| 50...80 |
0,4 |
0,4 |
0,5 |
0,6 |
0,7 |
-190 |
| 80...120 |
0,5 |
0,5 |
0,6 |
0,6 |
0,7 |
-220 |
| 120...180 |
0,5 |
0,6 |
0,6 |
0,6 |
0,7 |
-250 |
| 180...260 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
-290 |
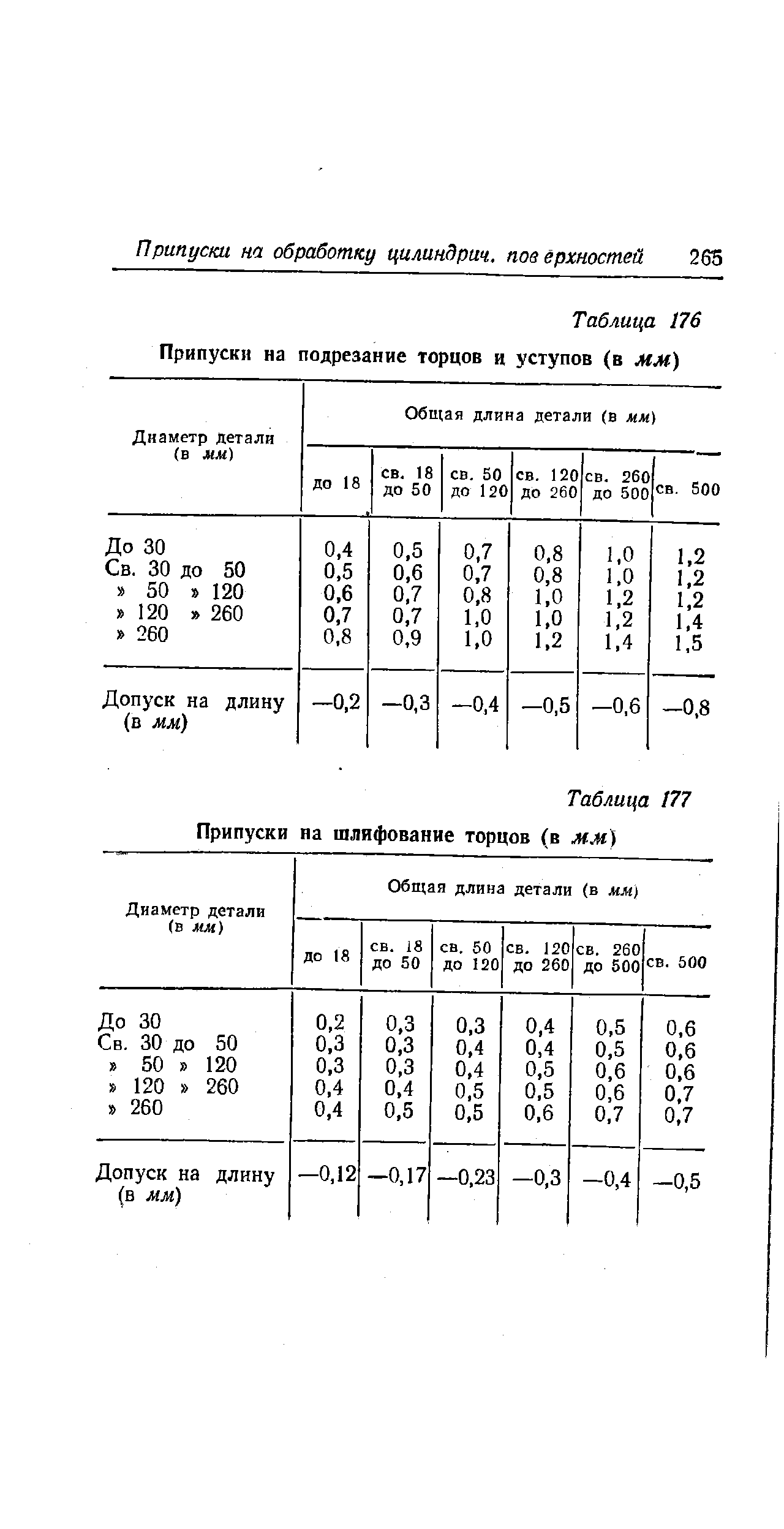
Припуски на чистовое подрезание торцов и уступов
При обработке валов с уступами припуск берется на каждый уступ отдельно в зависимости от его диаметра и общей длины обрабатываемой детали.
| Диаметр детали, мм |
Длина детали, мм |
| До 18 |
18...50 |
50...120 |
120...260 |
260...500 |
Св.500 |
| До 30 |
0,4 |
0,5 |
0,7 |
0,8 |
1,0 |
1,2 |
| 30...50 |
0,5 |
0,6 |
0,77 |
0,8 |
1,0 |
1,2 |
| 50...120 |
0,6 |
0,7 |
0,8 |
1,0 |
1,2 |
1,3 |
| 120...260 |
0,7 |
0,8 |
1,0 |
1,0 |
1,2 |
1,4 |
| Св.260 |
0,8 |
0,9 |
1,0 |
1,2 |
1,4 |
1,5 |
Припуск, режимы резания и шероховатость после обработки резцами из природных алмазов, карбонадо, эльбора-Р, композита 05 и гексанита-Р
1. Допустимый износ резца (по задней поверхности) из природных алмазов марки А-0,1мм.
2. Большие значения скоростей резания, подач и глубин резания назначают при обработке резцом из композита 05 при обработке без ударов, меньшие – при работе с ударами.
3. При обработке прерывистых поверхностей глубину резания не назначать более 0,02…0,03мм.
4. Отклонение формы поверхностей не более 0,002…0,005мм.
5. Глубина нарушенного поверхностного слоя не более 0,01…0,05мм.
| Обрабатываемый материал |
Марка инструментального материала |
Припуск на обработку,мм,или вид обработки |
Режимы резания |
Шероховатость поверхности, Ra, мкм |
| Скорость резани, м/мин |
Подача, мм/об |
Глубина резания, мм |
| Алюминий и алюминиевые сплавы |
Природный алмаз А |
0,05...0,30 |
250...700 |
0,01...0,05 |
0,03...0,30 |
5,080...0,020 |
| Карбонадо |
0,2...0,1 |
300...700 |
0,02...0,07 |
0,2...1,0 |
1,00...0,25 |
| Медь и медные сплавы |
Природный алмаз А |
0,05...0,30 |
250...700 |
0,01...0,07 |
0,05...0,40 |
3,08...0,02 |
| Карбонадо |
0,1...0,5 |
300...400 |
0,02...0,07 |
0,02...0,6 |
1,00...0,25 |
| Титановые сплавы |
Природный алмаз А |
0,05...0,30 |
100...300 |
0,02...0,05 |
0,03...0,06 |
1,00...0,32 |
| Карбонадо |
0,1...0,5 |
80...100 |
0,02...0,07 |
0,1...0,2 |
1,00...0,32 |
| Полуспеченная керамика |
Карбонадо |
0,2...0,5 |
150...200 |
0,02...0,07 |
0,2...0,5 |
2...1 |
| Стеклопластики и другие пластмассы |
Природный алмаз А |
0,2...1,5 |
600...700 |
0,02...0,05 |
0,03...0,05 |
2,5...1,6 |
| Карбонадо |
0,5...1,5 |
400...500 |
0,02...0,07 |
0,5...1,5 |
5...2 |
| Закаленная сталь HRC 40...60 |
Композит 05, гексанит-Р |
получистовая |
40...100 |
0,1...0,2 |
0,8...2,0 |
2,0...1,0 |
| HRC 58...68 |
Эльбор-Р, композит 05, гексанит-Р |
чистовая |
50...120 |
0,04...0,08 |
0,3...1,0 |
1,0...0,5 |
| Эльбор-Р, гексанит-Р |
тонкая |
60...160 |
0,005...0,020 |
0,05...0,20 |
0,250...0,125 |
| Эльбор-Р, гексанит-Р |
чистовая |
40...120 |
0,03...0,07 |
0,2...0,8 |
1,0...0,5 |
| Эльбор-Р, гексанит-Р |
тонкая |
50...110 |
0,005...0,020 |
0,05...0,10 |
0,250...0,125 |
| Серые и высокопрочные чугуны HB 150...270 |
Композит 05, гексанит-Р |
получистовая |
300...600 |
0,1...0,3 |
0,8...3,0 |
10...2,0 |
| Эльбор-Р, композит 05, гексанит-Р |
чистовая |
300...900 |
0,02...0,08 |
0,2...0,6 |
2,0...0,5 |
| Твердые сплавы с HRC 88-90 (ВК20 и другие) |
Карбонадо, гексанит-Р |
0,1...0,2 |
15...40 |
0,02...0,07 |
0,1...0,15 |
1,0...0,25 |
| чистовая без удара |
5...10 |
0,04...0,08 |
0,4...0,8 |
1,0...0,5 |
| Эльбор-Р, гексанит-Р |
тонкая без удара |
8...12 |
0,005...0,002 |
0,05...0,1 |
0,5...0,2 |
Припуски на плоскую шлифовку.
|
 Главная
Главная 
{kind=link}